 Bares
Bares
 Cuentas y esferas
Cuentas y esferas
 Tornillos y tuercas
Tornillos y tuercas
 Crisoles
Crisoles
 Discos
Discos
 Fibras y tejidos
Fibras y tejidos
 Películas
Películas
 Lámina
Lámina
 Espumas
Espumas
 Lámina
Lámina
 Gránulos
Gránulos
 Panales
Panales
 Tinta
Tinta
 Laminado
Laminado
 Bultos
Bultos
 Mallas
Mallas
 Lámina metalizada
Lámina metalizada
 Plato
Plato
 Polvos
Polvos
 Varilla
Varilla
 Sábanas
Sábanas
 Cristales únicos
Cristales únicos
 Blanco de pulverización catódica
Blanco de pulverización catódica
 Tubos
Tubos
 Arandela
Arandela
 Cables
Cables
 Convertidores y calculadoras
Convertidores y calculadoras
 Escribe con nosotros
Escribe con nosotros
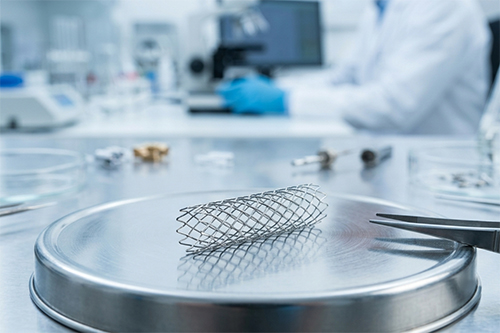
Las piezas en bruto de stents de nitinol facilitan la creación de prototipos vasculares con un estricto control dimensional
Antecedentes del cliente
Un grupo de investigación vascular con sede en una universidad de Estados Unidos estaba desarrollando stents de última generación para vasos sanguíneos de pequeño diámetro. Su trabajo aún se encontraba en la fase de creación de prototipos, pero los requisitos de los materiales ya se acercaban a los que se suelen exigir en los programas de dispositivos finales. Necesitaban piezas en bruto de stents de nitinol que pudieran soportar ensayos de expansión repetidos, acabados con láser y pruebas de banco sin presentar demasiada variabilidad entre lotes.
El equipo estaba familiarizado con el diseño de dispositivos y la evaluación en modelos animales, pero no disponía de tiempo para dedicar semanas a corregir inconsistencias en los materiales. Su laboratorio ya se había encontrado con problemas con piezas en bruto de stents de otros proveedores que presentaban ligeras desviaciones dimensionales, una fuerza de recuperación inconsistente y una calidad de los bordes más rugosa tras el procesamiento secundario. Ese tipo de variación es manejable sobre el papel. En la práctica, ralentiza todo el calendario.
Reto
El principal problema no era simplemente conseguir nitinol, sino conseguir nitinol que se comportara siempre de la misma manera.
Para este proyecto, el laboratorio necesitaba material de grado médico con una respuesta superelástica estable, un espesor de pared uniforme y una superficie limpia para el posterior corte por láser. El tubo deseado debía mantener un estricto control dimensional, con un diámetro exterior de 1,50 mm ±0,03 mm y un espesor de pared de alrededor de 0,10 mm ±0,01 mm. Esas cifras son más importantes de lo que parecen. Si el espesor de la pared varía demasiado, la fuerza de expansión cambia. Si el tubo no es circular, la geometría del puntal se desplaza tras el corte.
Además, contaban con una limitación práctica: su plazo para las pruebas internas era breve. El equipo quería disponer rápidamente de 10 piezas para poder comparar variantes de diseño antes de pasar a una serie piloto más amplia. Eso significaba que el material tenía que llegar listo para su uso, y no en forma de material en bruto que requiriera un enderezado o una limpieza adicionales.
Durante las pruebas iniciales, observamos que eran especialmente sensibles a la contaminación superficial y a la formación de rebabas. Incluso una pequeña cantidad de residuos podía interferir en el mecanizado por láser y en la limpieza posterior al corte. Esto sugería que el proyecto necesitaba algo más que suministros básicos. Necesitaba una preparación controlada y un embalaje cuidadoso.
Por qué eligieron a SAM
Los investigadores seleccionaron a Stanford Advanced Materials (SAM) tras evaluar nuestra capacidad para suministrar nitinol de grado médico con dimensiones personalizadas y un control fiable de los lotes. Nuestro equipo lleva más de 30 años trabajando con materiales avanzados, y esa experiencia se refleja en los detalles menos llamativos: la trazabilidad del material, la uniformidad en los pedidos pequeños y la disposición a discutir las tolerancias antes de cerrar el pedido.
También necesitaban un proveedor capaz de responder a una solicitud de bajo volumen sin considerarla un inconveniente. SAM ofrece más de 10 000 materiales y atiende a más de 10 000 clientes en todo el mundo, por lo que nuestro flujo de trabajo está diseñado para gestionar tanto cantidades de investigación como necesidades de ampliación de escala.
Nuestro equipo descubrió que el cliente valoraba la capacidad de respuesta casi tanto como el propio material. Querían respuestas sobre el acabado, la rectitud y el embalaje. No una respuesta genérica de folleto. Cifras reales.
Solución proporcionada
SAM suministró piezas en bruto de stents de nitinol de grado médico, preparadas para la creación de prototipos y la fabricación posterior.
Desde el principio nos centramos en varios aspectos técnicos:
Los tubos se fabricaron dentro del rango de diámetros solicitado, manteniendo el diámetro exterior en 1,50 mm ±0,03 mm y controlando el espesor de la pared en torno a 0,10 mm ±0,01 mm. Esto garantizó que la geometría cortada con láser fuera lo suficientemente estable como para realizar pruebas comparativas.
La composición del material se controló para uso médico, manteniendo la proporción de níquel-titanio para garantizar una respuesta superelástica repetible. En este tipo de trabajo, incluso una mínima variación en la composición puede afectar al comportamiento de transformación y a la fuerza de recuperación.
También se prestó especial atención al estado de la superficie. Las piezas en bruto se limpiaron y se embalaron para reducir la oxidación y la contaminación por manipulación durante el envío. Cada pieza se protegió individualmente para limitar la abrasión durante el transporte, algo que reviste más importancia de lo que a veces se espera en piezas pequeñas de Nitinol.
También comprobamos la rectitud y la uniformidad de las piezas listas para el corte antes de su entrega. El primer lote de muestras mostró una resistencia superficial ligeramente superior a la esperada durante una de las inspecciones, por lo que nuestro equipo ajustó la secuencia de limpieza final. Esa pequeña corrección ayudó a mejorar la manipulación durante la fase de procesamiento láser del cliente.
Otro de los retos fue el breve plazo de entrega. El laboratorio necesitaba el material con la suficiente rapidez para poder seguir adelante con múltiples iteraciones de diseño. SAM coordinó la selección de existencias y la preparación final para que el pedido pudiera enviarse a tiempo sin obligar al equipo a esperar a una franja de producción más amplia.
Resultados e impacto
El cliente recibió piezas en bruto para stents que se integraron perfectamente en su flujo de trabajo de prototipos. La ventaja más inmediata fue la reducción de la variabilidad durante el corte por láser y las pruebas de expansión. El equipo informó de menos interrupciones relacionadas con el ajuste y de menos tiempo dedicado a clasificar el material según su comportamiento.
Dado que el espesor de la pared se mantuvo constante, la geometría de los puntales del stent resultó más repetible tras el corte. Esto facilitó la comparación de los cambios de diseño entre los distintos grupos de ensayo. La respuesta superelástica también fue lo suficientemente estable para los ciclos de expansión en banco de pruebas, lo que proporcionó a los investigadores una referencia más fiable para evaluar la fuerza radial y el retroceso.
Igual de importante fue que el material llegó en unas condiciones que se adaptaban a su proceso de laboratorio. No tuvieron que volver a trabajar las piezas en bruto antes de las pruebas. Eso supuso un ahorro de tiempo y, en un entorno de investigación, el tiempo suele ser la limitación más estricta.
Más tarde, nuestro equipo supo que el grupo utilizó el primer lote como referencia para las comprobaciones de diseño posteriores. Eso suele ser una buena señal. Significa que el material ya no es la variable con la que tienen que lidiar.
Conclusiones clave
Los proyectos médicos con nitinol rara vez fracasan debido a un único problema grave. Lo más habitual es que se ralenticen a causa de pequeñas inconsistencias en el diámetro, el acabado superficial o el comportamiento de transformación.
En este caso, SAM prestó apoyo a un equipo de investigación que necesitaba piezas en bruto de stents de nitinol de grado médico, en pequeños volúmenes, con tolerancias estrictas, un embalaje limpio y un comportamiento fiable tras expansiones repetidas. El pedido era de tamaño modesto, pero las expectativas técnicas no lo eran. Al mantener estables los datos dimensionales y manipular el material con cuidado durante el envío, Stanford Advanced Materials (SAM) ayudó al cliente a avanzar en la fase de prototipado con menos interrupciones.
Para los equipos que trabajan en dispositivos vasculares, ese tipo de consistencia es a menudo lo que permite que un programa de diseño siga avanzando.
.jpg)
 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews
