 Bares
Bares
 Cuentas y esferas
Cuentas y esferas
 Tornillos y tuercas
Tornillos y tuercas
 Crisoles
Crisoles
 Discos
Discos
 Fibras y tejidos
Fibras y tejidos
 Películas
Películas
 Flake
Flake
 Espumas
Espumas
 Lámina
Lámina
 Gránulos
Gránulos
 Panales
Panales
 Tinta
Tinta
 Laminado
Laminado
 Bultos
Bultos
 Mallas
Mallas
 Lámina metalizada
Lámina metalizada
 Placa
Placa
 Polvos
Polvos
 Varilla
Varilla
 Sábanas
Sábanas
 Cristales únicos
Cristales únicos
 Blanco de pulverización catódica
Blanco de pulverización catódica
 Tubos
Tubos
 Arandela
Arandela
 Cables
Cables
 Escribe con nosotros
Escribe con nosotros
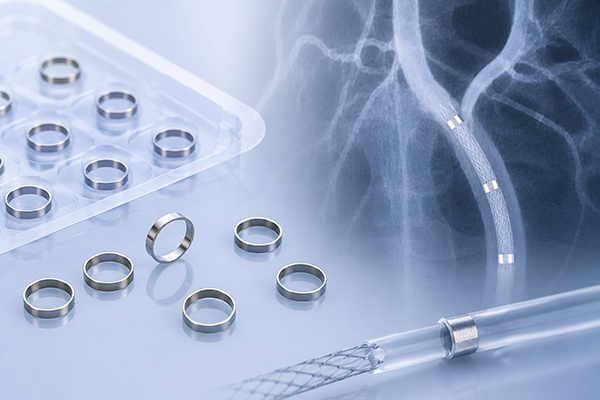
Las bandas marcadoras radiopacas de tántalo alcanzan estrictas tolerancias de ID/OD en un programa de implantes médicos
Antecedentes del cliente
Un fabricante de dispositivos médicos de Irlanda estaba trabajando en un conjunto implantable que requería un pequeño marcador radiopaco para la visibilidad de las imágenes y la verificación posterior a la colocación. El marcador tenía que asentarse limpiamente sobre un componente acoplado sin aflojarse durante la manipulación, la esterilización o el montaje final. El equipo ya estaba inmerso en las pruebas de verificación, por lo que la inconsistencia de los materiales no era algo que pudieran absorber fácilmente.
Las dimensiones eran estrechas: un diámetro interior de entre 0,076 y 0,077 pulgadas y un diámetro exterior de entre 0,085 y 0,086 pulgadas, lo que dejaba un grosor de pared de sólo 0,001 pulgadas. Es una ventana muy estrecha. Durante las pruebas iniciales, nos dimos cuenta de que la aplicación tenía muy poco espacio para la ovalidad o las rebabas en los bordes, lo que puede convertirse rápidamente en un problema cuando una banda tiene que asentarse a ras y permanecer visible bajo fluoroscopia.
Desafío
El principal problema no era simplemente fabricar anillos de tantalio. Se trataba de fabricarlos de forma repetible.
El cliente necesitaba
- DI controlado a 0,076-0,077 pulgadas
- DE controlado a 0,085-0,086 pulgadas
- Espesor de pared cercano a 0,001 pulgadas
- Bordes limpios y sin rebabas para un montaje seguro
- Certificación de material radiopaco para trazabilidad médica
- Consistencia dimensional estable lote a lote
Una pequeña desviación podría afectar al ajuste, al contraste de la imagen o al rendimiento del montaje del dispositivo. El cliente también tenía un plazo de entrega limitado porque la fabricación de su prototipo estaba programada en función de la validación posterior. Si las bandas marcadoras llegaban tarde o variaban de un lote a otro, toda la secuencia de pruebas se vería afectada.
Durante la revisión surgió otro problema: el tántalo es denso y muy visible en la imagen, pero la geometría de la pieza debe gestionarse con cuidado. Las secciones de paredes finas pueden deformarse si no se aplica correctamente la presión de las herramientas. Esto sugería que la ruta de suministro necesitaba algo más que una pieza de catálogo estándar.
Por qué eligieron SAM
Se pusieron en contacto con Stanford Advanced Materials (SAM) después de examinar varias fuentes que podían suministrar tántalo, aunque no necesariamente en las dimensiones que necesitaban. Nuestro equipo fue capaz de discutir tanto el ajuste mecánico como la función de imagen en términos prácticos, lo cual era importante. El cliente no quería una declaración genérica de disponibilidad. Querían un proveedor que entendiera cómo se comporta una banda marcadora dentro de un conjunto médico.
Algunos puntos apoyaron la decisión:
- Podíamos ofrecer un control ID/OD personalizado en lugar de forzar el diseño a un tamaño estándar.
- ofrecíamos certificación radiopaca y trazabilidad de lotes
- Nuestra cadena de suministro podía cumplir el calendario de prototipos requerido.
- Teníamos experiencia con materiales avanzados utilizados en piezas médicas y de diagnóstico por imagen.
Nuestro equipo descubrió que las primeras cuestiones dimensionales eran especialmente importantes en este caso. Los pequeños desacuerdos sobre la tolerancia pueden dar lugar a semanas de reprocesamiento posterior, por lo que aclaramos las variaciones aceptables antes de iniciar la producción.
Solución aportada
SAM suministró bandas marcadoras de tántalo a medida fabricadas según el rango ID/OD solicitado con un estrecho control de tolerancia en la sección de la pared. Las bandas se fabricaron con tántalo de gran pureza, seleccionado por su radiopacidad fiable y su rendimiento estable en entornos médicos.
Controlamos la geometría por etapas:
- Diámetro interior de 0,076-0,077 pulgadas.
- Diámetro exterior mantenido entre 0,085 y 0,086 pulgadas.
- Espesor de la pared mantenido en aproximadamente 0,001 pulgadas
- Bordes acabados para minimizar la formación de rebabas y el riesgo de manipulación
Antes del envío, se inspeccionó la redondez y el estado de la superficie de las piezas. Durante la revisión del proceso, también prestamos atención al embalaje. Los pequeños componentes médicos de este tipo pueden sufrir daños por abrasión durante el transporte, por lo que las bandas se embalaron de forma que se redujera el contacto y se preservara la integridad de la superficie.
Para las necesidades de documentación del cliente, suministramos registros de certificación de materiales y trazabilidad. Eso incluía la confirmación de la identidad del tántalo y el control a nivel de lote, lo que facilitó la revisión interna de la calidad por su parte. El equipo de ingeniería mencionó que esto les ayudó a superar la fase de cualificación de proveedores sin necesidad de rondas de aclaraciones adicionales.
Resultados e impacto
Las bandas marcadoras se integran en el dispositivo sin sorpresas dimensionales. El ajuste mejoró porque el diámetro interior se mantuvo dentro del intervalo de acoplamiento previsto y el diámetro exterior fue lo suficientemente uniforme como para evitar la repetición manual del trabajo durante el montaje.
El resultado más práctico fue la continuidad de las pruebas. El cliente pudo proceder a la validación del prototipo en el plazo previsto, en lugar de tener que esperar a que se produjeran ajustes de última hora en el mecanizado. Las comprobaciones de imagen también confirmaron que las bandas eran claramente visibles en condiciones radiográficas, que es exactamente lo que necesitaba el diseño.
Algunas observaciones sobresalieron:
- La estrecha sección de la pared se mantuvo estable durante la manipulación
- La radiopacidad era suficiente para una clara identificación del marcador
- La calidad del embalaje redujo los daños estéticos durante la recepción y el traslado
- El paquete de certificación simplificó la aprobación interna
Para una pieza tan pequeña, esta combinación es importante. Una banda marcadora no llama mucho la atención cuando funciona correctamente. Ése suele ser el objetivo.
Puntos clave
Las bandas marcadoras de tantalio parecen sencillas sobre el papel, pero el verdadero trabajo está en el control de la geometría, el acabado superficial y la trazabilidad. Cuando la ventana ID/OD sólo tiene unas milésimas de pulgada de ancho, la disciplina del proveedor importa más que la amplia disponibilidad de material.
Stanford Advanced Materials (SAM) apoyó el proyecto con un dimensionamiento personalizado, certificación radiopaca y una entrega fiable para la fabricación de un dispositivo médico que no podía tolerar retrasos innecesarios. SAM continuó apoyando las conversaciones de seguimiento sobre opciones de dimensionamiento y plazos de producción, lo que dio al cliente más margen para pasar del prototipo a la siguiente fase de validación.





 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews


 Convertidores y calculadoras
Convertidores y calculadoras