 Bares
Bares
 Cuentas y esferas
Cuentas y esferas
 Tornillos y tuercas
Tornillos y tuercas
 Crisoles
Crisoles
 Discos
Discos
 Fibras y tejidos
Fibras y tejidos
 Películas
Películas
 Flake
Flake
 Espumas
Espumas
 Lámina
Lámina
 Gránulos
Gránulos
 Panales
Panales
 Tinta
Tinta
 Laminado
Laminado
 Bultos
Bultos
 Mallas
Mallas
 Lámina metalizada
Lámina metalizada
 Placa
Placa
 Polvos
Polvos
 Varilla
Varilla
 Sábanas
Sábanas
 Cristales únicos
Cristales únicos
 Blanco de pulverización catódica
Blanco de pulverización catódica
 Tubos
Tubos
 Arandela
Arandela
 Cables
Cables
 Escribe con nosotros
Escribe con nosotros
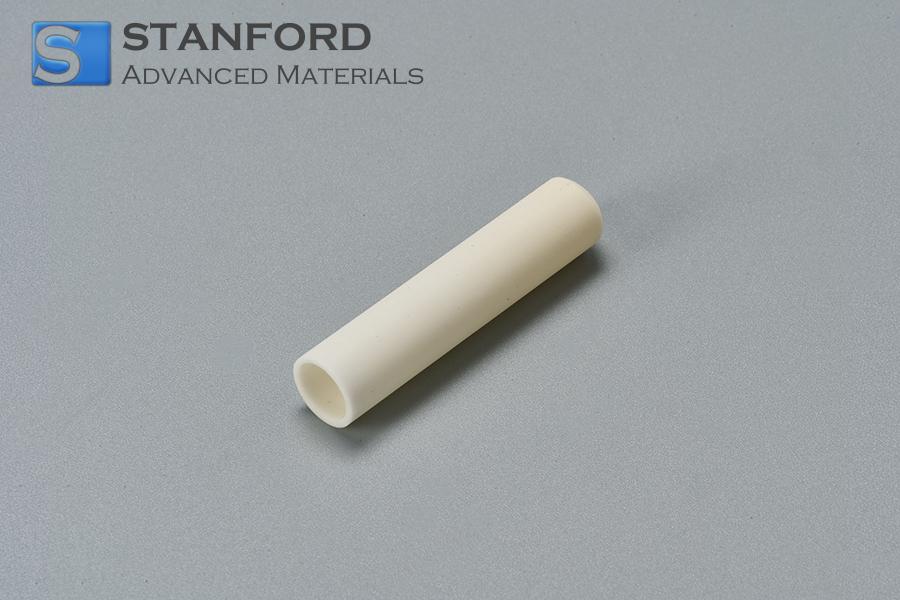
Tubo de alúmina de 1 mm de diámetro exterior para montaje de dispositivos médicos miniaturizados
Antecedentes del cliente
Un fabricante de dispositivos médicos estaba desarrollando un componente de pequeño diámetro para un conjunto de instrumentos quirúrgicos o implantables. La pieza iba dentro de un subconjunto compacto en el que el aislamiento eléctrico, la estabilidad química y la repetibilidad dimensional eran importantes. El equipo necesitaba tubos de alúmina que resistieran la manipulación durante el montaje y se mantuvieran constantes en tiradas de producción cortas.
Su grupo interno se encargaba del diseño del dispositivo y el montaje final, pero el tubo cerámico en sí estaba fuera de su capacidad interna. La geometría era ajustada: 1 mm de diámetro exterior, 0,5 mm de diámetro interior y 0,25 mm de pared. No es mucho material con el que trabajar. Durante las pruebas iniciales, nos dimos cuenta de que la verdadera preocupación no era sólo el tamaño, sino también la concentricidad y el estado de los bordes. Una pequeña viruta o un problema de ovalidad habrían inutilizado la pieza.

Desafío
La principal dificultad era producir tubos de alúmina extruida y cocida que permanecieran dimensionalmente estables tras la sinterización. Los tubos cerámicos de pared delgada tienden a moverse durante la cocción, especialmente cuando la pared es de sólo 0,25 mm. Incluso una ligera distorsión puede cerrar el orificio o desplazar la línea central.
El cliente también necesitaba
- Pureza de alúmina del 99,6% para aislamiento y resistencia química.
- Control de la tolerancia en torno a ±0,05 mm en un tubo en miniatura
- Acabado superficial uniforme para facilitar la inserción y la unión.
- Muestras de medio metro de longitud para pruebas de fabricación y validación de dispositivos.
- Embalaje que redujera las roturas durante el transporte
El plazo de entrega también era importante. El plazo de entrega del prototipo era corto y el equipo de montaje no podía esperar a que fracasaran varias pruebas. Sus primeros intentos de abastecimiento produjeron variaciones en el diámetro interior y la cuadratura de los extremos, lo que ralentizó las comprobaciones de ajuste y provocó repeticiones.
Por qué eligieron SAM
El equipo seleccionó a Stanford Advanced Materials (SAM) tras analizar nuestra capacidad para suministrar tubos cerámicos de pequeño diámetro con geometría controlada y longitudes de corte personalizadas. Ya habíamos colaborado en programas en los que la cerámica de pared fina debía mantener su forma tras la cocción, por lo que la geometría no nos alarmó. Era difícil, sí. Pero no era inusual.
Nuestra cadena de suministro global también ayudó. El cliente necesitaba un proveedor que pudiera responder con rapidez sin obligarle a un largo ciclo de desarrollo. La capacidad de SAM para suministrar tubos de alúmina al 99,6%, con diámetros exteriores de 0,5 mm a 50 mm y espesores de pared de hasta 0,25 mm, se ajustaba a la familia de piezas que querían cualificar.
También hablamos de la manipulación. Esto importaba más de lo que algunos compradores esperan. Los tubos cerámicos pequeños pueden fallar durante el embalaje mucho antes de fallar durante el uso. Nuestro equipo descubrió que controlar el espacio entre bandejas y la protección de los extremos en las primeras fases del proceso reducía el riesgo de rechazo más adelante. Esto sugería que la estrategia de envío era tan importante como el propio tubo.
Solución aportada
Suministramos tubos cerámicos de alúmina al 99,6% en la configuración requerida de 1 mm de diámetro exterior x 0,5 mm de diámetro interior, cortados en 10 muestras de medio metro para su evaluación y montaje piloto. Los tubos se fabricaron mediante extrusión y cocción controladas, y la inspección se centró en la consistencia del orificio, el grosor de la pared y la rectitud tras la sinterización.
Los principales controles técnicos fueron los siguientes
- Pureza del material: 99,6% de alúmina para el aislamiento eléctrico y la estabilidad térmica.
- Geometría: 1 mm de diámetro exterior / 0,5 mm de diámetro interior con una pared de 0,25 mm
- Objetivo de tolerancia: ±0,05 mm para dimensiones críticas
- Formato de longitud: muestras de medio metro para recorte de prototipos y ensayos de montaje
- Embalaje: separación protectora para reducir daños en los bordes y roturas en el envío
Durante las pruebas iniciales, nos dimos cuenta de que los extremos de los tubos eran la zona más sensible. Así que prestamos más atención a la calidad de los extremos y a la consistencia del corte, lo que ayudó al cliente a evitar pequeños problemas de recorte en su banco. También nos aseguramos de que el conjunto de muestras se mantuviera constante de una pieza a otra, para que el equipo de ingeniería pudiera comparar el ajuste sin preguntarse si el material estaba cambiando debajo de ellos.
Resultados e impacto
Una vez recibidas las muestras, el cliente las utilizó para comprobar las fijaciones y empezar a construir el dispositivo. Los tubos encajaban en el subconjunto previsto sin obligar al equipo a rediseñar las piezas adyacentes. La alineación del orificio seguía siendo aceptable para su aplicación y el acabado de la superficie era adecuado para la manipulación posterior y las pruebas de unión.
Algunos resultados sobresalieron:
- Las comprobaciones de montaje fueron más rápidas porque las dimensiones de los tubos eran uniformes.
- Las roturas durante la manipulación fueron menores que en los conjuntos de muestras anteriores.
- El equipo pudo proceder a la validación utilizando un lote de material en lugar de clasificar varias piezas que no coincidían.
- El formato corto de las muestras simplificó el recorte y el trabajo de prueba del proceso.
No ocurrió nada espectacular. Esa era la cuestión. El material se comportó como debía. En el trabajo con dispositivos médicos, ése suele ser el mejor resultado.
Puntos clave
Los tubos de alúmina de pared delgada parecen sencillos hasta que la pieza alcanza una escala de 1 mm de diámetro exterior. En ese momento, todas las variables son importantes: contracción por sinterización, concentricidad, estabilidad del orificio e integridad del embalaje. SAM pudo ayudar al cliente con un tubo cerámico de pequeño formato que se ajustaba a la ruta de montaje y resistió la manipulación del prototipo.
Para los equipos que se abastecen de componentes cerámicos en miniatura, el valor real no es sólo el grado de alúmina. Es la combinación de control geométrico, consistencia de los lotes y disciplina de entrega. En este caso, esa combinación mantuvo el programa en marcha. A menudo, eso es lo que más necesitan los equipos de ingeniería.


 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews


 Convertidores y calculadoras
Convertidores y calculadoras