 Bares
Bares
 Cuentas y esferas
Cuentas y esferas
 Tornillos y tuercas
Tornillos y tuercas
 Crisoles
Crisoles
 Discos
Discos
 Fibras y tejidos
Fibras y tejidos
 Películas
Películas
 Flake
Flake
 Espumas
Espumas
 Lámina
Lámina
 Gránulos
Gránulos
 Panales
Panales
 Tinta
Tinta
 Laminado
Laminado
 Bultos
Bultos
 Mallas
Mallas
 Lámina metalizada
Lámina metalizada
 Placa
Placa
 Polvos
Polvos
 Varilla
Varilla
 Sábanas
Sábanas
 Cristales únicos
Cristales únicos
 Blanco de pulverización catódica
Blanco de pulverización catódica
 Tubos
Tubos
 Arandela
Arandela
 Cables
Cables
 Escribe con nosotros
Escribe con nosotros
Polvos esféricos atomizados con gas: Afrontar los retos tecnológicos y prácticos
1. Introducción
El polvo metálico esférico se ha convertido en una materia prima importante para la fabricación aditiva (AM) debido a sus excelentes propiedades, como la homogeneidad y la fluidez, que mejoran la calidad y la eficiencia de conformado de las piezas impresas. Al mismo tiempo, puede reciclarse y reutilizarse, lo que reduce el coste y el impacto sobre el medio ambiente.

2 Polvos esféricos
2.1 ¿Qué es el polvo esférico?
La impresión 3D metálica depende en gran medida del polvo metálico esférico, que sirve como material básico y constituye un componente crítico de la cadena de suministro del sector. El avance de la tecnología de impresión 3D está íntimamente ligado al desarrollo de estos polvos metálicos. Actualmente, los materiales predominantes utilizados para la impresión 3D en metal abarcan el hierro, el titanio, el cobalto, el cobre, el níquel y diversas aleaciones de los mismos.
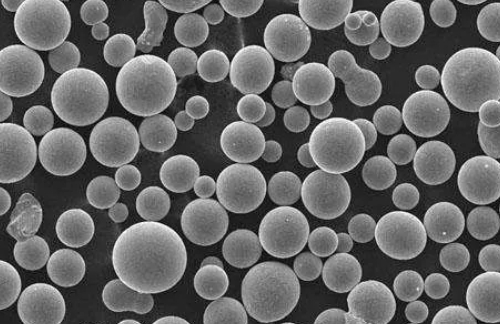
2.2 ¿Cuáles son las características de los polvos esféricos?
La estructura única del polvo esférico le confiere unas propiedades singulares que no pueden compararse con las del polvo ordinario, y puede utilizarse en aplicaciones con requisitos más exigentes en cuanto a la estructura del material.
1. Alta uniformidad: debido a su estructura esférica, la distribución del tamaño de las partículas del polvo esférico es relativamente estrecha. La estructura garantiza una alta uniformidad de las partículas de polvo en el proceso de moldeo, lo que mejora considerablemente la precisión y la calidad de los materiales preparados, y permite aprovechar al máximo las propiedades físicas y químicas de los materiales.
2. Compresibilidad: La estructura del polvo esférico es compacta, con muy buena compresibilidad y plasticidad, lo que permite preparar una variedad de estructuras complejas del material y reduce la tasa de desperdicio en el proceso de producción.
3. Fluidez: El polvo esférico tiene una fluidez excelente; debido a las características de la forma de sus partículas, la distribución del tamaño de las partículas esféricas es más uniforme. No se producirán partículas escalonadas, apiladas, etc., por lo que el proceso de producción es más eficiente, reduciendo el tiempo y el coste de producción.
2.3 ¿Cuáles son las aplicaciones de los polvos esféricos?
Además de la impresión 3D mencionada anteriormente, los polvos esféricos también se pueden utilizar en metalurgia de polvos, aditivos para materiales y soportes de catalizadores.
1. Impresión 3D de metal: El polvo metálico esférico es una de las materias primas clave en la tecnología de impresión 3D de metal. En procesos como la sinterización en lecho de polvo (p. ej., sinterización selectiva por láser) y la deposición directa de energía (p. ej., fusión por láser), los polvos esféricos pueden proporcionar una buena fluidez y apilabilidad, así como una alta densidad y calidad de conformado.
2. Metalurgia de polvos: Los polvos esféricos se utilizan ampliamente en procesos de metalurgia de polvos para la preparación de piezas y materiales metálicos. La homogeneidad y la fluidez de los polvos esféricos ayudan a garantizar la densidad y las propiedades mecánicas de las piezas conformadas.
3. Recubrimiento y pulverización: Los polvos esféricos se utilizan habitualmente en la preparación de materiales recubiertos, como la pulverización térmica, la pulverización en frío y la pulverización por plasma. La forma y la distribución del tamaño de partícula de los polvos esféricos garantizan recubrimientos pulverizados uniformes y mejoran la adhesión del recubrimiento y la resistencia al desgaste.
4. Preparación de compuestos: Los polvos esféricos pueden combinarse con resinas, cerámicas, polímeros y otros materiales para preparar compuestos destinados a la fabricación de piezas estructurales y funcionales en los sectores de la automoción, aeroespacial, de la construcción y otros.
5. Catalizador: En el ámbito de la industria química, el polvo esférico se utiliza a menudo como soporte de un catalizador, aplicado a reacciones químicas, protección del medio ambiente y conversión de energía.

3 Preparación de polvo esférico
El procesamiento por aerosolización es el proceso de atomizar polvos sólidos en partículas minúsculas utilizando inyección de gas o vibración mecánica, etc., y formando una niebla líquida en suspensión en el aire. La atomización por gas utiliza un flujo de gas a alta presión (normalmente gas inerte) para atomizar el polvo.
Dado que la capacidad calorífica específica del gas es menor que la del agua, las gotitas tardarán más tiempo en enfriarse y consolidarse. Como resultado, el polvo producido por atomización con gas será más esférico que el de la atomización con agua (WA), mediante la cual el polvo producido suele ser irregular y no se utiliza en la impresión 3D.
La atomización comienza fundiendo la aleación o el metal en bruto (cualquier forma es válida) en un horno. A continuación, se mantiene durante un tiempo para garantizar una distribución uniforme del líquido fundido. Posteriormente, el líquido se transfiere a un crisol con una boquilla refractaria con un caudal controlado. Se abre la boquilla y se deja que el líquido entre en la cámara de atomización. Este cae libremente y, a continuación, se enfría, se atomiza y se solidifica mediante una corriente de aire a alta velocidad. Finalmente, el polvo se puede recoger en el fondo de la cámara. Otro paso necesario posteriormente es secar el polvo.
3.1 Atomización con gas inerte
El principio consiste en que la corriente de metal fundido es impactada y fragmentada por el flujo de aire a alta velocidad para formar polvo metálico mediante un enfriamiento rápido. Existen dos tipos principales de boquillas para la atomización por gas: las boquillas de caída libre y las boquillas de acoplamiento cercano. El diseño de la boquilla de caída libre es relativamente sencillo; la boquilla no se obstruye fácilmente y el proceso de control es relativamente sencillo, pero la eficiencia de atomización es baja. El diseño de la boquilla de acoplamiento cerrado es compacto, acorta la distancia de recorrido del gas, reduce el proceso de atomización de gas con menor pérdida de energía y permite que el medio fluido se pulverice completamente en un flujo de metal líquido, lo que da como resultado una alta eficiencia de atomización de la boquilla.
3.1.1 Atomización por plasma con gas inerte (PIGA)
La materia prima se conforma en varillas prealeadas y se funde utilizando calor de arco de plasma en un crisol de cobre refrigerado por agua, cuyo fondo está conectado a una boquilla de calentamiento por inducción, un sistema de boquilla sin cerámica que introduce un chorro líquido de metal fundido en la boquilla de atomización de gas para su atomización. La ventaja de la tecnología PIGA es que la pistola de plasma no entra en contacto con las varillas de materia prima durante el proceso de fusión, preservando así la pureza del proceso.
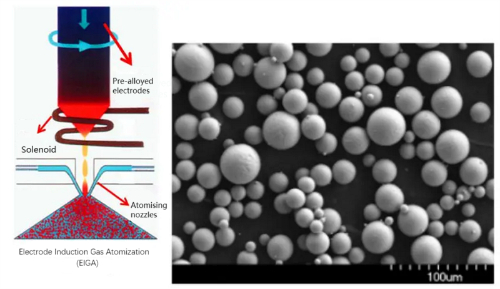
3.1.2 Atomización por gas con inducción de electrodo (EIGA)
La atomización por gas con fusión por inducción de electrodos (EIGA) representa un enfoque innovador derivado de las técnicas tradicionales de atomización por gas. A diferencia de los métodos convencionales que utilizan crisoles para contener el metal fundido, la EIGA emplea varillas metálicas giratorias como materia prima principal, fundidas mediante calentamiento por inducción, y el material fundido entra directamente en la cámara de atomización. Este diseño evita el contacto con los crisoles durante el proceso de fusión, lo que previene la contaminación y garantiza la pureza del polvo atomizado.
La tecnología EIGA ofrece varias ventajas con respecto a los métodos tradicionales de aerosolización con crisol, entre ellas una contaminación mínima de la materia prima, velocidades de calentamiento rápidas, procesos optimizados y equipos de fácil mantenimiento.
Sin embargo, la tecnología EIGA también presenta retos:
1. La bobina de inducción impone limitaciones al diámetro de la barra de materia prima para el electrodo de inducción. Los electrodos de mayor diámetro requieren fuentes de alimentación y bobinas de calentamiento por inducción más potentes, lo que se traduce en un aumento de los costes que dificulta el desarrollo de la atomización de varillas de gran diámetro.
2. Mantener una cooperación estable entre la velocidad de alimentación vertical y la velocidad de rotación del electrodo para garantizar que este permanezca firmemente dentro de la bobina es una cuestión compleja que requiere una solución.
3. Lograr un flujo estable e ininterrumpido de gotas de metal durante el calentamiento por inducción del electrodo y la fusión en la boquilla de aerosol plantea dificultades. El proceso de atomización real puede dar lugar a formaciones similares a gotas o a una fusión incompleta del electrodo, lo que provoca obstrucciones en los conductos. Por lo tanto, mantener la estabilidad del flujo de líquido representa un reto significativo en la tecnología EIGA actual.
3.1.3 Atomización por plasma (PA)
La atomización por plasma (PA) utiliza el plasma como fuente de calor principal para fundir el material de partida, normalmente en forma de polvo o alambre. Cuando el material de partida se expone a la antorcha de plasma, se somete a una fusión y atomización simultáneas debido a los chorros de gas inerte. Los pasos posteriores del proceso son similares a los de la atomización por gas.
En comparación con los métodos convencionales, la atomización por plasma produce un polvo con características superiores. La distribución del tamaño de las partículas del polvo de aleación producido mediante atomización por plasma es notablemente más estrecha, oscilando entre 10 y 150 μm, con aproximadamente un 40 % del polvo por debajo de 50 μm, lo que da como resultado una proporción significativa de polvo fino. Además, los polvos derivados de la atomización por plasma presentan una alta esfericidad y un contenido mínimo de impurezas, lo que mejora aún más su calidad y su idoneidad para diversas aplicaciones. [1]
3.2 Atomización centrífuga
3.2.1 Método de electrodo giratorio de plasma
La barra metálica del ánodo se coloca en un eje giratorio de alta velocidad y se funde bajo la acción del arco de plasma. Las gotas de metal fundido se dispersan en gotas pequeñas en dirección tangencial bajo la acción de la fuerza centrífuga y, finalmente, se solidifican y forman polvo; todo el proceso se lleva a cabo al vacío o bajo la protección de una atmósfera de gas inerte.[2]
3.2.2 Atomización centrífuga con disco giratorio
La atomización centrífuga es un método de atomización en el que el líquido metálico fundido se cizalla a lo largo de la dirección tangencial en un disco giratorio a alta velocidad y se condensa en polvo mediante esferoidización. El tamaño medio de las partículas del polvo preparado mediante atomización centrífuga es superior a 100 μm, y el tamaño de las partículas del polvo está relacionado con la velocidad centrífuga del disco giratorio. [3]
3.3 Tecnología de atomización por antorcha de plasma
La tecnología de atomización por plasma es una tecnología de atomización de doble flujo. La fuente de calor consiste en tres antorchas de plasma; el alambre de materia prima se calienta y se funde mediante el arco de plasma, y luego se atomiza y solidifica completamente en polvo bajo la acción del gas de atomización a alta temperatura. La tecnología de atomización por plasma permite que los procesos de fusión y atomización tengan lugar al mismo tiempo, y el tamaño medio de las partículas del polvo es de 40 μm, lo que lo convierte en un polvo fino con un alto grado de esfericidad.
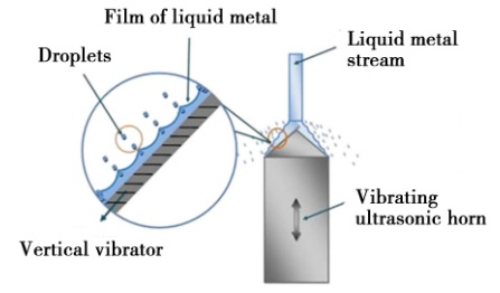
3.4 Método de atomización ultrasónica
El polvo preparado mediante tecnología de aerosolización ultrasónica es fino, con una velocidad de enfriamiento rápida, una superficie lisa y casi sin partículas de polvo satélite. La tecnología de fabricación de polvo por aerosolización ultrasónica consiste en el uso de la energía de vibración ultrasónica y la energía cinética del impacto del flujo de aire para romper el chorro de líquido, lo que mejora significativamente la eficiencia de la fabricación de polvo, pero sigue requiriendo un gran consumo de gas inerte.
3.5 Esferoidización por plasma
El plasma de radiofrecuencia (RF) en el proceso de esferoidización del polvo: su alta temperatura proporciona la energía necesaria para que el polvo, en el plasma, se funda mediante la rápida absorción de calor y, bajo la acción de la tensión superficial, se condense en una forma esférica; en un periodo muy breve, se produce una solidificación repentina por enfriamiento, formando así un polvo esférico.
Tabla 1. Comparación de diferentes métodos de preparación
|
Métodos |
Ventajas |
Inconvenientes |
|
Atomización por gas |
(1) Alta eficiencia en la producción de polvo (2) Buena esfericidad (3) Proceso de producción consolidado |
(1) Alto coste del equipo (2) Altos requisitos para las materias primas (3) Se puede producir una gama más reducida de tamaños de polvo |
|
Atomización ultrasónica |
(1) Adecuada para materiales metálicos especiales (2) No requiere altas temperaturas durante la producción (3) Distribución uniforme del tamaño de las partículas sin partículas de gran tamaño |
(1) Menor eficiencia en la producción de polvo (2) Altos requisitos respecto al tamaño de las partículas de la materia prima (3) Requiere equipo ultrasónico especializado |
|
Atomización centrífuga |
(1) Capacidad para producir polvos de alta pureza (2) Aplicable a diversos materiales metálicos (3) Amplio control de la distribución del tamaño de partícula |
(1) Menor eficiencia en la producción de polvo (2) Altos costes de inversión y funcionamiento (3) Algunos metales son susceptibles a la oxidación |
|
Esferoidización por plasma |
(1) Capacidad para producir polvos metálicos de alta pureza y tamaño micrométrico (2) Aplicable a diversos materiales metálicos (3) Capaz de funcionar a bajas temperaturas |
(1) Alto coste del equipo (2) Elevados requisitos técnicos de funcionamiento (3) Requiere control del entorno gaseoso y del plasma |
4 Retos en el procesamiento
4.1 Polvo hueco
El polvo hueco es un tipo común de defecto en los polvos aerosolizados; los huecos en el polvo suelen presentarse en dos formas: una es la formación de poros cerrados en el interior del polvo al quedar envuelto por el gas atomizado, cuyo tamaño suele ser del 10 % al 90 % del del polvo, y se da generalmente en el polvo de tamaño de partícula más grueso (>70 μm); la otra es la formación de poros entre las dendritas durante la solidificación y la contracción de los poros, cuyo tamaño suele ser inferior al 5 % del tamaño del polvo, y se distribuyen tanto en el interior como en la superficie del polvo. El otro tipo son los poros formados por la solidificación y la contracción entre las dendritas, cuyo tamaño suele ser inferior al 5 % del tamaño del polvo, y se distribuyen tanto en el interior como en la superficie del polvo. En términos generales, al aumentar el tamaño de las partículas del polvo, el número, el tamaño y el contenido de gas de los poros del polvo aumentarán en consecuencia.
La formación de polvos huecos está relacionada con el mecanismo de fragmentación de las gotas durante el proceso de atomización. Durante el proceso de aerosolización, se producen simultáneamente muchos tipos diferentes de mecanismos de fragmentación de gotas, dependiendo de la energía de la interacción entre el gas atomizador y el metal fundido. Cuando se produce uno de los mecanismos más energéticos, el aplastamiento en forma de bolsa, las gotas grandes forman láminas en forma de bolsa bajo la acción del flujo de gas, extendiéndose en una dirección perpendicular al flujo de gas. Cuando la viscosidad del líquido es baja, el exterior de la película líquida se rompe para formar gotitas diminutas; sin embargo, las gotitas se enfrían muy rápidamente durante la aerosolización, y la viscosidad aumenta bruscamente a medida que la temperatura de las gotitas desciende rápidamente. Cuando la viscosidad de las gotas es lo suficientemente alta, se suprime el aplastamiento de la película en forma de bolsa, y los orificios a ambos lados de la película líquida se combinan para formar una gota hueca envuelta en gas atomizado. Por lo tanto, es necesario reducir la energía del proceso de aplastamiento para inhibir la generación de polvo hueco y evitar el aplastamiento de la bolsa.
4.2 Polvo satélite
El polvo satélite se refiere a pequeñas partículas que se adhieren a la superficie de partículas más grandes, formando una estructura similar a un satélite dentro del polvo. Este fenómeno disminuye la esfericidad, la fluidez y la densidad aparente del polvo, lo que supone un defecto común en los polvos aerosolizados. Además, la formación de polvo satélite suele provocar la agregación de partículas más grandes debido a las fuerzas de adsorción y tensión superficial. En consecuencia, estas partículas satélite adheridas plantean dificultades para una separación eficaz durante las etapas de procesamiento posteriores.
Para abordar este problema, la investigación actual se centra en dos métodos principales para reducir la formación de polvo satélite. En primer lugar, mediante el control meticuloso del proceso de atomización y de las propiedades del material fundido, se realizan esfuerzos para reducir la distribución del tamaño de partícula del polvo atomizado. Esta reducción de la disparidad en el tamaño de las partículas tiene como objetivo minimizar las variaciones en los estados de movimiento del polvo, disminuyendo así la frecuencia de colisiones entre las partículas de polvo y las gotas de líquido. En segundo lugar, la introducción de un flujo de aire auxiliar en la cámara de atomización o la optimización de la estructura de la cámara sirve para inhibir la turbulencia del flujo de aire interno, reduciendo así la probabilidad de colisiones entre las partículas de polvo y las gotas de líquido.

4.3 Control de la distribución del tamaño del polvo
Tras someterse a un cribado previo, se eliminan las partículas más grandes del polvo. Reducir la amplitud de la distribución del tamaño de las partículas de polvo puede mejorar el rendimiento del polvo, reduciendo de forma efectiva los costes de producción asociados a la fabricación del polvo.
La optimización del diseño de la estructura de la boquilla es fundamental para controlar la distribución del tamaño del polvo. Schwenck et al. [4] idearon una boquilla de costura anular de contracción-expansión con un diámetro de garganta de 0,8 mm, comparándola con boquillas convencionales de costura anular de contracción de 0,8 mm y 0,4 mm de diámetro. Los resultados indicaron que los polvos generados por la boquilla de junta anular de contracción-expansión presentaban tamaños medios de partícula más pequeños en comparación con los de las boquillas convencionales.
Además, la desviación estándar geométrica del tamaño del polvo disminuyó de 2,14 a 1,87, lo que indica una distribución del tamaño del polvo más estrecha y un mayor rendimiento del polvo. Asimismo, el estudio exploró el impacto de la atomización por gas caliente, revelando que calentar el gas a 320 °C reducía aún más el tamaño y la distribución de las partículas de polvo, mejorando así el rendimiento del polvo.
5 Perspectivas para el desarrollo de la tecnología de preparación de polvo esférico
La fabricación aditiva (AM) es una tecnología avanzada de prototipado rápido de materiales metálicos, también conocida como tecnología de impresión 3D, que funciona a partir de archivos de modelos digitales y utiliza materiales de polvo metálico para construir piezas imprimiéndolas capa por capa. Además de los plásticos, más comunes en la vida cotidiana, las materias primas utilizadas en la impresión 3D incluyen metales y cerámicas para piezas de alta resistencia y resistentes a la corrosión, así como biomateriales utilizados en medicina y biología.
Los productos de fabricación aditiva presentan un tamaño de grano fino, una composición uniforme y un rendimiento excelente; además, el rendimiento de las piezas se puede controlar punto por punto, sin efecto de posición del espesor de pared, lo que reduce los defectos metalúrgicos macroscópicos y la segregación propios de la fundición y la forja tradicionales y, al mismo tiempo, elimina las limitaciones de los procesos metalúrgicos tradicionales en cuanto a la composición de la aleación.
Debido a la creciente sofisticación de la tecnología de procesamiento de polvo esférico, los procesos utilizados en la fabricación aditiva para fabricar piezas metálicas presentan un mayor grado de precisión, pureza e idoneidad para la aplicación. Se puede afirmar que el desarrollo de la tecnología de fabricación de polvo esférico también está estrechamente relacionado con el desarrollo del campo de la fabricación aditiva.
6 Conclusión
Como materia prima importante para la fabricación aditiva, la calidad del polvo esférico determina directamente la calidad del rendimiento de las piezas acabadas; por lo tanto, el control del proceso de preparación y la mejora de la tecnología del polvo esférico son cruciales. En la actualidad, el método principal de preparación del polvo esférico se basa en la aerosolización, en la que el polvo sólido se atomiza en partículas minúsculas mediante inyección de gas o vibración mecánica, formándose una niebla en suspensión en el aire, y las partículas de polvo adquieren una forma casi esférica bajo la acción de la tensión superficial. Los problemas que se producen en el proceso se concentran principalmente en el problema del polvo hueco y el problema del polvo satélite, mientras que el control del tamaño de las partículas de polvo es también un paso clave que afecta a la calidad del polvo.
Lectura relacionada:
Referencia:
[1] KROEGER J, MARION F. Raymer AP&C: A la vanguardia con polvos esféricos de titanio atomizados por plasma para MIM [J]. Powder Injection Moulding International, 2011, 5(4): 55.
[2] Savage S J. Producción de metales y aleaciones solidificados rápidamente [J]. Journal of Metals, 1984, 36(4): 20.
[3] Leo V M Antony, Ramana G Reddy. Procesos para la producción de polvos metálicos de alta pureza [J]. High Purity Metals, 2003, 3: 14.
[4] SCHWENCK D, ELLENDT N, FISCHER-Bühner J, et al. Un novedoso diseño de boquilla anular convergente-divergente para la atomización de acoplamiento cercano [J]. Powder Metallurgy, 2017, 60(3): 198-207.



 Chin Trento
Chin Trento



 Convertidores y calculadoras
Convertidores y calculadoras