 Bares
Bares
 Cuentas y esferas
Cuentas y esferas
 Tornillos y tuercas
Tornillos y tuercas
 Crisoles
Crisoles
 Discos
Discos
 Fibras y tejidos
Fibras y tejidos
 Películas
Películas
 Flake
Flake
 Espumas
Espumas
 Lámina
Lámina
 Gránulos
Gránulos
 Panales
Panales
 Tinta
Tinta
 Laminado
Laminado
 Bultos
Bultos
 Mallas
Mallas
 Lámina metalizada
Lámina metalizada
 Placa
Placa
 Polvos
Polvos
 Varilla
Varilla
 Sábanas
Sábanas
 Cristales únicos
Cristales únicos
 Blanco de pulverización catódica
Blanco de pulverización catódica
 Tubos
Tubos
 Arandela
Arandela
 Cables
Cables
 Escribe con nosotros
Escribe con nosotros
Las bandas marcadoras ultrafinas de acero inoxidable mantienen el desarrollo de un dispositivo médico dentro de plazo
Antecedentes del cliente
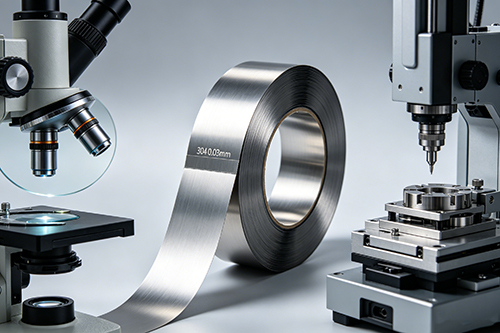
Un fabricante de dispositivos médicos estaba desarrollando una plataforma de catéter habilitada para la obtención de imágenes que requería una banda marcadora de acero inoxidable cerca de la punta distal. La banda tenía que ser lo suficientemente pequeña como para caber en un conjunto compacto, visible bajo fluoroscopia y estable durante los pasos posteriores de unión y esterilización. Durante las primeras pruebas, el equipo descubrió que la geometría del marcador afectaba no sólo a la visibilidad, sino también a la consistencia con la que la banda se asentaba en el eje de polímero.
Su equipo de desarrollo ya había reducido el diseño a una pieza de acero inoxidable de pared muy fina. El objetivo era un diámetro interior de 0,38 mm y una pared de 0,03 mm, con un pequeño pedido inicial para I+D seguido de un aumento previsto de hasta 5.000 piezas al mes. Sobre el papel, esta combinación parece sencilla. En la práctica, no lo es.
Desafío
El principal problema era la fabricación a esa escala y con esa geometría. La banda debía mantener un diámetro interior estable para poder encajar de forma repetible en el vástago del catéter, y la pared debía ser lo bastante uniforme para conservar la resistencia del anillo sin añadir volumen innecesario. El cliente también necesitaba bordes limpios y sin rebabas. Cualquier rebaba o borde rugoso podía interferir en la unión y crear un punto débil durante el engaste.
Había varias limitaciones a la vez:
- El diámetro interior se mantuvo en 0,38 mm con un estricto control de la variación.
- Espesor de pared de 0,03 mm, lo que dejaba muy poco margen de distorsión.
- Compatibilidad del acero inoxidable de calidad médica con el pegado y la esterilización
- Calidad de los bordes adecuada para el montaje directo, no para una limpieza secundaria
- Embalaje que protegía las piezas durante la manipulación y el envío
- Plazo de entrega lo suficientemente corto como para permitir una I+D iterativa sin retrasar la construcción de pilotos.
Los anteriores intentos de aprovisionamiento habían puesto de manifiesto un problema común: los proveedores podían presupuestar la pieza, pero no entregarla de forma consistente. Algunas piezas eran aceptables desde el punto de vista dimensional, pero presentaban ligeras deformaciones en los bordes debido al corte. Otras cumplían el objetivo de tamaño, pero llegaban con un acabado irregular. Para un marcador de catéter, esos pequeños defectos pueden convertirse rápidamente en variaciones de montaje.
Por qué eligieron SAM
El equipo seleccionó a Stanford Advanced Materials (SAM) tras una revisión técnica de nuestra capacidad para trabajar con componentes médicos de pequeño formato y tolerancias controladas. Necesitaban un proveedor que pudiera realizar una primera tirada de prototipos sin tener que esperar a un gran pedido mínimo y, a continuación, pasar a una ruta de suministro repetible una vez que avanzara la validación del diseño.
Lo más destacado fue nuestra respuesta al problema de la calidad de los bordes. En lugar de tratarlo como un detalle estético menor, analizamos cómo afectarían el método de corte, el desbarbado y la manipulación posterior al proceso al ajuste y la unión. Eso importaba. Nuestro equipo se dio cuenta de que el cliente no sólo compraba un anillo de acero inoxidable, sino también estabilidad en el montaje.
La mayor capacidad de abastecimiento también ayudó. Stanford Advanced Materials (SAM) podía atender primero la cantidad de I+D y, una vez congelado el diseño, alinear la planificación de la producción con las necesidades de 5.000 unidades al mes.
Solución proporcionada
Suministramos bandas marcadoras de acero inoxidable personalizadas fabricadas con las especificaciones solicitadas de 0,38 mm de diámetro interior y 0,03 mm de pared, con controles de proceso centrados en la consistencia dimensional y la integridad de la pieza. El material se seleccionó para uso médico y se procesó para evitar un endurecimiento innecesario en los bordes.
Lo más importante eran algunos detalles:
- Las bandas marcadoras se fabricaron con acero inoxidable de calidad médica, con una composición química controlada y una calidad superficial adecuada para el montaje de dispositivos.
- Se realizaron comprobaciones dimensionales en el diámetro interior y en la sección de la pared, con un muestreo más estricto en el lote prototipo debido a que la pared era muy fina.
- El acabado de los bordes se ajustó para reducir la formación de rebabas y mejorar el ajuste en la interfaz del catéter.
- Las piezas se limpiaron y embalaron para limitar la contaminación por partículas durante el traslado a la zona de montaje del cliente.
- Para el debate sobre la rampa de producción, planificamos el embalaje y la estructura de los lotes para que la misma pieza pudiera pasar de las pruebas de banco al suministro mensual sin cambiar el método de manipulación posterior.
Durante las pruebas iniciales, observamos que incluso una pequeña irregularidad en los bordes podía alterar la profundidad de asiento. Esto sugería que el paso de acabado era tan importante como el tamaño nominal. Ajustamos el proceso en consecuencia y mantuvimos las piezas con un perfil de borde más limpio antes de la entrega.
El cliente también necesitaba uniformidad en todos los lotes, ya que la banda marcadora se utilizaría tanto en desarrollo como en producción. Ahí es donde la coordinación de suministros de SAM era importante. Mantuvimos la estructura de lotes simple, etiquetada y trazable, lo que redujo la confusión durante las construcciones de prueba.
Resultados e impacto
El primer lote de I+D se ajustó al proceso de ensamblaje sin grandes cambios. Las bandas se asentaron correctamente en el eje y el perfil limpio de los bordes redujo la necesidad de retoques manuales antes de la unión. Esto era importante porque el acabado manual a este tamaño puede crear más variaciones de las que resuelve.
El cliente informó de tres mejoras prácticas:
- Montaje más rápido del prototipo porque las bandas marcadoras requerían menos ajustes.
- Mejor repetibilidad en el ajuste durante los primeros montajes del dispositivo.
- Un camino más claro para escalar la producción una vez que el diseño estaba cerrado.
El objetivo de volumen mensual también era más realista tras el proceso de cualificación inicial. En lugar de tratar el pedido de I+D y el de producción como dos problemas de aprovisionamiento distintos, el cliente pudo mantener el mismo enfoque de materiales y geometría de piezas en ambas fases. Así se ahorraba tiempo. Y lo que es más importante, redujo el riesgo de cambios de material de última hora durante la validación del diseño.
Ya hemos visto este patrón antes con pequeños componentes médicos. Si la banda parece sencilla, la gente suele subestimar la cantidad de control de procesos que se necesita para que se comporte siempre igual.
Puntos clave
Las bandas marcadoras ultrafinas de acero inoxidable exigen algo más que una coincidencia de tamaño nominal. El control de la pared, el estado de los bordes, la limpieza y el embalaje influyen en el funcionamiento de la pieza en un montaje médico. En este caso, el diámetro interior de 0,38 mm y la pared de 0,03 mm dejaban poco margen de error, por lo que el planteamiento de suministro tuvo que ser disciplinado desde el principio.
Stanford Advanced Materials (SAM) ayudó al cliente con un pequeño lote de I+D y una ruta de producción escalable, lo que contribuyó a acortar la distancia entre las pruebas de desarrollo y la fabricación mensual. Para los equipos que fabrican dispositivos basados en catéteres u otros ensamblajes médicos compactos, ese tipo de coherencia de materiales puede eliminar una sorprendente cantidad de fricción del programa.


 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews


 Convertidores y calculadoras
Convertidores y calculadoras