 Bares
Bares
 Cuentas y esferas
Cuentas y esferas
 Tornillos y tuercas
Tornillos y tuercas
 Crisoles
Crisoles
 Discos
Discos
 Fibras y tejidos
Fibras y tejidos
 Películas
Películas
 Flake
Flake
 Espumas
Espumas
 Lámina
Lámina
 Gránulos
Gránulos
 Panales
Panales
 Tinta
Tinta
 Laminado
Laminado
 Bultos
Bultos
 Mallas
Mallas
 Lámina metalizada
Lámina metalizada
 Placa
Placa
 Polvos
Polvos
 Varilla
Varilla
 Sábanas
Sábanas
 Cristales únicos
Cristales únicos
 Blanco de pulverización catódica
Blanco de pulverización catódica
 Tubos
Tubos
 Arandela
Arandela
 Cables
Cables
 Escribe con nosotros
Escribe con nosotros
Mecanizado de tiras y placas de Ti-6Al-4V ELI para implantes médicos en fase inicial
Sector: Creación de prototipos de dispositivos médicos
Antecedentes del cliente
El primer lote se devolvió con una ligera torsión en una esquina. Nada grave. Pero lo suficiente como para alterar el ajuste en el banco de trabajo, lo que significaba que la geometría orientada hacia el cirujano ya no se comportaba como el equipo esperaba.
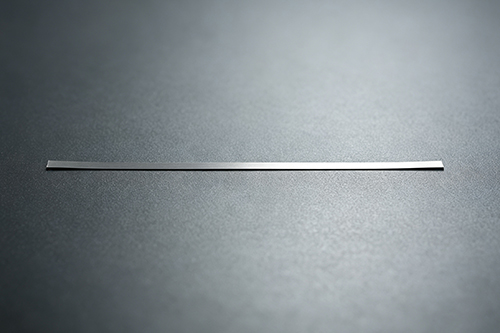
La pieza en sí era un prototipo de inserto de injerto, fabricado a partir de tiras y placas de titanio 6Al-4V de contenido intersticial extra bajo (Ti-6Al-4V ELI, grado 23), cortadas en dos referencias por plano. Se trataba de un trabajo de prototipado en fase inicial. Pequeñas cantidades. Muchas idas y venidas con el departamento de ingeniería. El equipo seguía ajustando las transiciones de las paredes y los bordes de interfaz, y necesitaba un material que resistiera el mecanizado, la manipulación y la inspección repetidos sin que ello se convirtiera en un problema de consistencia.
Se recurrió aStanford Advanced Materials (SAM) después de que el equipo de fabricación interno empezara a observar variaciones de una muestra a otra. Parte de ello se debía a la geometría de la pieza. Otra parte, al estado del material. Nunca logramos identificar con exactitud todas las variables. La presión en la fase de conformado pudo haber sido uno de los factores. El dispositivo de taladrado también pudo haber influido.
Reto
El plano parecía sencillo hasta que el taller intentó llevarlo a la práctica.
El primer problema fue la planitud tras el mecanizado. La tira debía mantener su forma tras ser cortada según un perfil personalizado, y las secciones de la placa requerían un control dimensional suficiente para que el conjunto del inserto de injerto pudiera comprobarse frente a los datos CAD sin necesidad de reelaboraciones constantes. El equipo trabajaba con secciones transversales delgadas, de entre 0,8 mm y 2,5 mm según el número de pieza, y ese rango tan estrecho hacía que el material se comportara de forma ligeramente diferente al material más grueso que habían utilizado anteriormente. Un lote quedaba plano. Otro, en cambio, se desviaba unas décimas de milímetro del plano tras el desbarbado. Era un verdadero quebradero de cabeza.
El acabado superficial era otro quebradero de cabeza. La creación de prototipos de dispositivos médicos tiende a poner de manifiesto cada arañazo, cada rebaba, cada pequeño desgarro en los bordes. Los insertos se sometían a inspecciones visuales y comprobaciones táctiles, y algunas muestras presentaban una rugosidad en los bordes lo suficientemente elevada como para afectar al tacto durante el montaje. El objetivo de acabado superficial era de entre Ra 0,4 y 0,8 µm tras el mecanizado final. Lo conseguimos en algunas piezas. Otras necesitaron una segunda pasada. Probamos con alúmina… pero no funcionó lo suficientemente bien para el estado de los bordes.
El plazo de entrega estuvo presente en todo momento. El programa avanzaba a buen ritmo y no había margen para una larga espera de la materia prima. Además, era necesario que la composición química se mantuviera dentro de los límites de grado médico. El grado 23 fue la elección acertada debido a su menor contenido intersticial, especialmente de oxígeno y hierro, lo que contribuyó a la ductilidad y redujo la probabilidad de un comportamiento frágil durante el conformado y el recorte. Aun así, la disyuntiva era clara. Un mejor control del material implicaba un abastecimiento más estricto, y un abastecimiento más estricto suele significar menos flexibilidad en la entrega.
Por qué eligieron a SAM
El pedido no se redujo a una sola característica importante. Fue una suma de pequeños detalles.
SAM podía suministrar titanio 6Al-4V ELI en una forma cercana a la geometría requerida y, a continuación, mecanizarlo según los planos del cliente, en lugar de obligar a adaptar el diseño al material en stock estándar. Esto era importante porque el diseño aún estaba en fase de desarrollo. El equipo necesitaba dos referencias de pieza, ambas con contornos personalizados, espesor controlado y un acabado de los bordes que no generara trabajo adicional de limpieza en la cadena de montaje.
También buscaban un proveedor que entendiera la documentación de grado médico. La trazabilidad química, el control de los lotes térmicos y el embalaje limpio no eran opcionales. Las piezas tenían que llegar separadas, protegidas de marcas de manipulación y etiquetadas de forma que facilitaran la inspección de entrada. Empaquetamos cada lote en un envoltorio protector individual y mantuvimos la documentación vinculada al registro de tratamiento térmico y mecanizado. Nada sofisticado. Simplemente menos complicaciones para el equipo de control de calidad.
El precio no era el único factor, pero sí importaba. El cliente ya había barajado otras opciones. Algunas eran más baratas sobre el papel. Otras eran más rápidas sobre el papel. Una vez que los planos se concretaron y los requisitos de inspección se hicieron realidad, esos presupuestos dejaron de parecer muy útiles.
Solución proporcionada
SAM suministró tiras y placas de Ti-6Al-4V ELI de grado médico, mecanizadas según los planos de ingeniería del cliente, con dos números de referencia incluidos en el mismo pedido. El material se procesó para mantener la uniformidad del espesor en toda la superficie útil, con las secciones acabadas dentro de una tolerancia de aproximadamente ±0,05 mm en las dimensiones críticas. Esto mantuvo la geometría del implante lo suficientemente estable como para realizar comprobaciones de ajuste del prototipo sin necesidad de un acabado manual excesivo.
También prestamos atención al estado de los bordes. Se ajustó la trayectoria de mecanizado para reducir la formación de rebabas en las transiciones del perfil; a continuación, las piezas se limpiaron y se embalaron para evitar que los bordes sufrieran mellas durante el transporte. La primera tirada aún presentaba algunas marcas estéticas menores cerca del radio de una esquina. Nada que afectara al funcionamiento. Seguían ahí. Lo señalamos. El cliente estaba al corriente. Seguimos vigilándolo en el siguiente lote.
Un problema que tuvimos que sortear fue el equilibrio entre la planitud y la tasa de arranque de material. Un corte más agresivo habría acortado el tiempo de mecanizado, pero también habría aumentado el calor local y dejado más deformación en las secciones más delgadas. Redujimos el avance en algunas zonas y aceptamos un ciclo más largo. Esa fue la compensación: un tiempo de ejecución más lento, menos reelaboración. Para un prototipo, esa era la mejor opción.
Los parámetros químicos se mantuvieron en línea con los requisitos del Ti-6Al-4V ELI Grado 23, lo cual era importante para el comportamiento de conformado posterior y el tacto general de la plaquita durante las pruebas de banco. El equipo prestó especial atención a cómo respondía el material en torno a las lengüetas más delgadas. Si el contenido intersticial se hubiera desviado, el material se habría notado un poco rígido durante el ajuste final. Nunca observamos ningún fallo grave, pero el margen del proceso era claramente estrecho.
Resultados e impacto
Las piezas prototipo pasaron a la fase de ajuste sin los repetidos ciclos de corrección que habían ralentizado las muestras anteriores. El tiempo de montaje se redujo porque los insertos se mantuvieron más cerca de las dimensiones nominales, y el equipo de inspección dedicó menos tiempo a clasificar las piezas a mano. El material llegó en un estado que se ajustaba lo suficientemente bien a los planos como para la siguiente iteración del diseño, lo que permitió que el proyecto siguiera adelante.
El cliente también obtuvo una referencia más clara para la siguiente ronda de pruebas. Pudo comparar los cambios geométricos en lugar de tener que lidiar con la propia variabilidad del material en bruto. Esa fue probablemente la mayor ventaja. El programa de prototipos pudo centrarse por fin en la forma del injerto y el comportamiento de la interfaz, en lugar de dedicar cada reunión a discutir si la tira se había desplazado durante el mecanizado.
Aún nos quedaba una pequeña cuestión pendiente sobre el aspecto de la superficie tras la segunda pasada de mecanizado. El acabado cumplía el objetivo funcional, pero el patrón de marcas estéticas en uno de los bordes no había desaparecido por completo. No impedía su uso ni afectaba al ajuste dimensional. Seguimos vigilándolo.
Si estás comparando opciones de material de titanio para uso médico, SAM tiene notas relacionadas sobre el control de tolerancias en el mecanizado del titanio y las prácticas de envasado de materiales de grado médico que puede que te interese consultar.
Puntos clave
Las piezas delgadas de tiras y placas de titanio 6Al-4V ELI pueden comportarse de forma diferente cuando la geometría se estrecha y aumenta la aportación de calor. La composición química es importante, pero también lo es cómo se corta, se limpia y se embala la pieza tras el mecanizado.
El cliente no necesitaba un milagro. Necesitaba una geometría a medida, dimensiones estables, trazabilidad de grado médico y un proveedor capaz de respetar los planos al pie de la letra sin convertir cada muestra en un caso especial. SAM cumplió con esos requisitos. No a la perfección en todas las ocasiones, pero lo suficientemente bien como para mantener el prototipo dentro de los plazos previstos y seguir avanzando con la siguiente iteración.
 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews

 Convertidores y calculadoras
Convertidores y calculadoras