 Bares
Bares
 Cuentas y esferas
Cuentas y esferas
 Tornillos y tuercas
Tornillos y tuercas
 Crisoles
Crisoles
 Discos
Discos
 Fibras y tejidos
Fibras y tejidos
 Películas
Películas
 Flake
Flake
 Espumas
Espumas
 Lámina
Lámina
 Gránulos
Gránulos
 Panales
Panales
 Tinta
Tinta
 Laminado
Laminado
 Bultos
Bultos
 Mallas
Mallas
 Lámina metalizada
Lámina metalizada
 Placa
Placa
 Polvos
Polvos
 Varilla
Varilla
 Sábanas
Sábanas
 Cristales únicos
Cristales únicos
 Blanco de pulverización catódica
Blanco de pulverización catódica
 Tubos
Tubos
 Arandela
Arandela
 Cables
Cables
 Escribe con nosotros
Escribe con nosotros
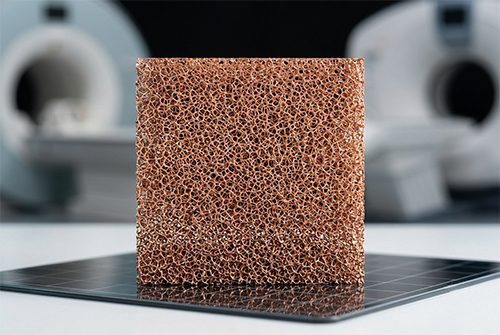
Muestra de espuma de cobre para la I+D de equipos de diagnóstico por imagen: control de la porosidad y la variación del espesor
Sector: I+D en equipos de diagnóstico por imagen
Tipo de objetivo: Tipo A — Resolución de problemas
Antecedentes del cliente
El primer problema era el grosor. Alrededor de 0,5 mm sobre el papel. En el laboratorio, las lecturas variaban ligeramente dependiendo de dónde se midiera. El equipo estaba trabajando en un sistema de gestión térmica para equipos de diagnóstico por imagen, y se suponía que la capa de espuma de cobre (Cu Foam) debía disipar el calor de un módulo compacto sin añadir mucha masa ni bloquear las vías de flujo de aire.
Primero estaban evaluando una muestra gratuita. Algo bastante habitual. Pero la geometría era complicada. La pieza de prueba debía tener unas dimensiones aproximadas de 110 mm × 110 mm, con baja porosidad y suficiente estructura abierta para facilitar la disipación del calor. La aplicación real aún estaba en fase de desarrollo, por lo que no pedían una serie de producción definitiva. Solo necesitaban algo lo suficientemente estable como para saber si merecía la pena seguir adelante con el concepto.
Stanford Advanced Materials (SAM) entró en escena en esa fase. No para una pieza final pulida, sino simplemente para una muestra funcional que pudiera superar la primera ronda de pruebas térmicas sin causar más confusión.
Reto
El control de la porosidad seguía surgiendo en las reuniones de revisión. Si era demasiado abierta, la espuma perdía la superficie de transferencia de calor que buscaban para la carcasa del dispositivo. Si era demasiado densa, aumentaba la caída de presión, lo que afectaba a la trayectoria del flujo de aire alrededor de los componentes electrónicos de imagen. El equipo tenía un rango de porosidad objetivo, pero este era tan estrecho que pequeñas variaciones de un lote a otro alteraban el comportamiento en las pruebas.
La uniformidad del espesor era otro quebradero de cabeza. La espuma se encontraba dentro de una estructura con limitaciones, por lo que incluso una pequeña desviación a lo largo de la cara de 110 mm alteraba la calidad del contacto en la interfaz. Un lado sobresalía ligeramente, lo que provocaba un desplazamiento del mapa de presión y, a su vez, las lecturas térmicas comenzaban a fluctuar. Ya habíamos visto ese tipo de situaciones antes. Normalmente se necesitan varias rondas de pruebas antes de que alguien se convenza de que el problema es mecánico y no del sensor.
Durante la manipulación surgió un problema menor. Los bordes de la muestra eran delicados. El laboratorio quería suficiente rigidez para cortarla, montarla e inspeccionarla sin que se desmoronara el perímetro. Intentamos una comparación rápida con otra muestra de metal poroso que teníamos en el banco de trabajo. El otro material tenía un aspecto más limpio. Sin embargo, no se comportaba tan bien una vez sujetado. Esa opción no sirvió de nada.
El plazo de entrega también era ajustado. El equipo de evaluación quería las muestras rápidamente, y su equipo de inspección estuvo fuera de servicio durante un día, por lo que tuvieron que realizar algunas comprobaciones manualmente. Un proceso engorroso, pero útil. Las comprobaciones manuales pueden revelar variaciones en la superficie que los instrumentos a veces disimulan.
Por qué eligieron a SAM
La razón principal fue la flexibilidad. SAM podía suministrar espuma de cobre en una cantidad de muestra sin obligar al equipo a comprometerse con una producción completa. Eso era importante porque el proyecto aún se encontraba en fase de evaluación y el equipo de diseño no estaba preparado para fijar una especificación definitiva de porosidad.
El otro factor fue la capacidad de mantener la geometría solicitada con la precisión suficiente para las primeras pruebas térmicas. Un formato de 110 mm × 110 mm parece sencillo. Pero no siempre lo es. Los bordes pueden deformarse ligeramente, el espesor puede variar a lo largo de la lámina y la espuma puede comportarse de forma diferente tras el corte o el embalaje. La capacidad de SAM para adaptar la porosidad y el espesor proporcionó al cliente un punto de partida más preciso.
El embalaje parecía un pequeño detalle. Pero no lo era. La muestra tenía que llegar sin esquinas aplastadas ni zonas comprimidas que distorsionaran el conjunto de mediciones iniciales. SAM utilizó un embalaje protector adecuado para materiales porosos frágiles, lo que redujo la probabilidad de que se produjeran daños durante la manipulación antes incluso de que el laboratorio la colocara en la mesa de trabajo.
Sin embargo, hubo que hacer concesiones. El equipo solicitó una baja porosidad y un control estricto del grosor en el formato de la muestra, pero esa combinación reducía el margen de procesamiento. Recomendamos mantenernos dentro de un rango de evaluación práctico en lugar de perseguir unas especificaciones excesivamente estrictas en el primer lote. Es mejor disponer de una pieza representativa que esperar demasiado tiempo a por una perfecta.
Solución proporcionada
SAM suministró muestras de espuma de cobre con baja porosidad, un espesor de alrededor de 0,5 mm y las dimensiones solicitadas de 110 mm × 110 mm para la evaluación inicial. La espuma se preparó para pruebas de gestión térmica en un entorno de I+D de equipos de imagen médica, donde era necesario comprobar conjuntamente la disipación del calor, el ajuste dimensional y el comportamiento durante la manipulación.
En este caso, había varios aspectos técnicos importantes. El nivel de porosidad se mantuvo lo suficientemente bajo como para garantizar la continuidad estructural, lo que ayudó a que la espuma conservara su forma durante el montaje. El espesor de la lámina se controló en torno a los 0,5 mm para que la altura del apilamiento se mantuviera dentro del espacio de construcción. Las dimensiones de las muestras se mantuvieron en torno a los 110 mm × 110 mm para que el equipo pudiera comprobar la cobertura de la interfaz sin tener que recortar demasiado los bordes, lo que habría alterado la densidad local y complicado la lectura de los resultados.
El cliente también necesitaba suficiente repetibilidad en todo el conjunto de muestras para comparar la respuesta térmica de una muestra de ensayo a otra. Ahí es donde el control del proceso cobró mayor importancia. Si una pieza se comprimía ligeramente más que otra, la resistencia de contacto cambiaba y los datos presentaban ruido. Aún no sabemos si la variación observada en el primer lote se debió principalmente a la manipulación o a la propia espuma. Probablemente a una combinación de ambos.
Una nota sobre el compromiso: el equipo quería una porosidad muy baja, pero no tan baja como para que la espuma resultara difícil de cortar y encajar en el dispositivo de ensayo. Las especificaciones seleccionadas para la muestra se mantuvieron dentro de un rango viable para el montaje en laboratorio. No se trataba de especificaciones de producción definitivas, sino de algo que los ingenieros pudieran utilizar realmente.
Resultados e impacto
La muestra permitió al equipo de I+D superar la fase de «¿es siquiera esta la clase de material adecuada?». El comportamiento térmico se acercaba lo suficiente a su rango objetivo como para que pudieran continuar con las pruebas de interfaz y las comprobaciones a nivel de módulo. La espuma distribuía el calor de forma más uniforme que el material provisional que habían estado utilizando anteriormente, y la uniformidad del espesor redujo la necesidad de reajustar las cuñas durante la configuración.
Quedaron pendientes algunos pequeños problemas. En algunas piezas seguían siendo visibles marcas superficiales tras su manipulación, aunque no afectaron al funcionamiento durante las pruebas de evaluación. El laboratorio también quería seguir observando cómo se comportaba la espuma tras ciclos repetidos de compresión. Esa parte sigue siendo objeto de seguimiento.
Aun así, el proyecto siguió adelante. El equipo disponía de un formato de muestra con el que podía trabajar, y los primeros datos eran lo suficientemente buenos como para justificar la siguiente ronda de pruebas. Si pasan a la siguiente fase, volverá a surgir el mismo debate: porosidad, espesor, embalaje y hasta qué punto quieren mantener la geometría.
Para los equipos que comparan opciones de metal poroso, el siguiente paso útil suele ser consultar los consejos de diseño para la gestión térmica de Copper Foam y el control de la porosidad. Esto suele ahorrar tiempo antes de la siguiente solicitud de muestras.
Puntos clave
Copper Foam puede ser una solución práctica cuando los equipos de diagnóstico por imagen necesitan disipar el calor sin necesidad de un disipador pesado o voluminoso. La pieza requiere algo más que el nombre del material adecuado. La porosidad, el espesor, el acabado de los bordes y el embalaje se reflejan en los datos.
Este proyecto también puso de manifiesto la habitual disyuntiva de la ingeniería. Endurecer el control de la porosidad favorece la consistencia térmica, pero reduce el margen de procesamiento y puede dificultar la manipulación. Ese equilibrio es, a menudo, donde reside el verdadero trabajo.
El valor aportado por SAM en este caso fue claro: flexibilidad en las muestras, control dimensional y la disciplina de proceso suficiente para que las pruebas en las primeras fases resultaran significativas. No fue un acabado perfecto. No fue una respuesta definitiva. Simplemente una pieza utilizable que permitió que el proyecto siguiera adelante.

 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews

 Convertidores y calculadoras
Convertidores y calculadoras