 Bares
Bares
 Cuentas y esferas
Cuentas y esferas
 Tornillos y tuercas
Tornillos y tuercas
 Crisoles
Crisoles
 Discos
Discos
 Fibras y tejidos
Fibras y tejidos
 Películas
Películas
 Flake
Flake
 Espumas
Espumas
 Lámina
Lámina
 Gránulos
Gránulos
 Panales
Panales
 Tinta
Tinta
 Laminado
Laminado
 Bultos
Bultos
 Mallas
Mallas
 Lámina metalizada
Lámina metalizada
 Placa
Placa
 Polvos
Polvos
 Varilla
Varilla
 Sábanas
Sábanas
 Cristales únicos
Cristales únicos
 Blanco de pulverización catódica
Blanco de pulverización catódica
 Tubos
Tubos
 Arandela
Arandela
 Cables
Cables
 Escribe con nosotros
Escribe con nosotros
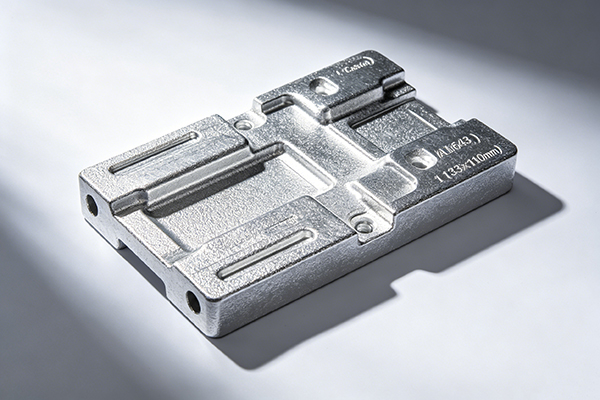
La pieza de fundición de aleación maestra de aluminio-plata admite el mecanizado CNC de prototipos para dispositivos médicos
Antecedentes del cliente
Un fabricante de prototipos médicos de Italia estaba desarrollando un nuevo componente de dispositivo que requería un bloque maestro de aleación de aluminio-plata fundida antes del mecanizado CNC final. La pieza era relativamente pequeña, de unos 133 x 110 mm, pero el margen de tolerancia no era tolerante. El material tenía que mecanizarse limpiamente, mantener su forma durante las pasadas de desbaste y acabado y permanecer lo suficientemente estable para la validación posterior.
El equipo estaba trabajando en la fase inicial de construcción de prototipos, por lo que cada muestra era importante. Aún no querían producir en serie. Necesitaban una pieza de fundición que se comportara como una pieza real, no como una curiosidad de laboratorio. Durante las conversaciones iniciales, nos dimos cuenta de que estaban especialmente preocupados por la distribución de la plata y la solidez interna. Era lógico. Si la aleación era irregular o porosa, las trayectorias de las herramientas CNC expondrían los defectos inmediatamente.
Desafío
La principal dificultad no era simplemente fundir una aleación de aluminio y plata. Se trataba de producir una forma de fundición lista para el prototipo con la suficiente consistencia interna para sobrevivir al mecanizado.
Tres eran los requisitos más importantes:
- Composición uniforme de la aleación: La plata debía distribuirse uniformemente por toda la pieza fundida para evitar variaciones localizadas de dureza.
- Baja porosidad: Cualquier vacío interno crearía vibraciones, roturas superficiales o un desgaste impredecible de la herramienta durante el trabajo con CNC.
- Adecuación dimensional: La forma de fundición debía entregarse lo suficientemente cerca del sobre de 133 x 110 mm solicitado para reducir el desperdicio durante el mecanizado.
También había una limitación práctica. El calendario del prototipo dejaba poco margen para volver a fundir. Si el primer bloque fallaba durante el mecanizado, se retrasaría todo el calendario de desarrollo. El cliente también necesitaba que la aleación se suministrara como una pieza de fundición personalizada en lugar de como material genérico de stock, porque su configuración de mecanizado interno estaba optimizada en torno a ese factor de forma.
Por qué eligieron SAM
Eligieron a Stanford Advanced Materials (SAM) porque podíamos proporcionar tanto control de materiales como soporte de fundición a medida en una sola cadena de suministro. En el caso de los prototipos, esta combinación es muy importante. Muchos proveedores pueden cotizar la aleación, pero pocos pueden preparar una pieza de fundición con la estructura adecuada para el trabajo de seguimiento CNC.
Nuestro equipo también tuvo la flexibilidad de trabajar a partir de la geometría solicitada por el cliente en lugar de obligarle a adaptarse a un tocho estándar. Eso nos ahorró tiempo. Desde el principio nos dimos cuenta de que la aplicación no consistía en el suministro de metal básico, sino en la fiabilidad del mecanizado y el comportamiento del material bajo la carga de la herramienta.
Otro punto jugó a nuestro favor. Querían un proveedor con experiencia en materiales avanzados, no sólo en fundición básica. La experiencia de SAM en más de 10.000 materiales y el apoyo a largo plazo a clientes de todo el mundo les dio la confianza de que trataríamos el proyecto como una tarea de ingeniería, no como un pedido rutinario.
Solución proporcionada
Suministramos una pieza de fundición de aleación maestra de aluminio-plata a medida, dimensionada para el flujo de trabajo de prototipos CNC del cliente, con una forma de fundición acabada de 133 x 110 mm.
Varios detalles fueron importantes en el procesamiento:
- Control de la composición: La aleación se preparó para mantener una distribución uniforme de aluminio y plata en toda la pieza. El cliente quería que no hubiera segregación visible, por lo que controlamos estrictamente las condiciones de fusión y colada.
- Control de la porosidad: Nos centramos en minimizar el atrapamiento de gas y los huecos relacionados con la contracción durante la solidificación. Durante las primeras inspecciones, observamos que incluso pequeñas turbulencias en la colada podían afectar a la solidez interna, por lo que la ruta de colada se ajustó en consecuencia.
- Tolerancia de mecanizado: La pieza fundida se entregó con suficiente material para la limpieza CNC, pero sin exceso de masa que complicara la carga de herramientas o el desperdicio de material.
- Embalaje y manipulación: Como se trataba de un prototipo médico, la pieza se embaló para reducir los daños en la superficie durante el transporte y mantenerla estable hasta el mecanizado.
También mantuvimos una estrecha comunicación durante el proceso. Nuestro equipo descubrió que los clientes de prototipos suelen ajustar su estrategia de mecanizado después de ver la superficie fundida real y el estado de los bordes. Así que compartimos con ellos orientaciones prácticas sobre el acoplamiento previsto de la herramienta y la profundidad de limpieza. Eso les ahorró una ronda de incertidumbre".
Resultados e impacto
El cliente recibió una pieza de aleación fundida adecuada para el mecanizado directo de prototipos CNC. El bloque mantuvo una respuesta consistente durante el corte, que era la prueba principal. No se produjo ninguna rotura prematura y las superficies mecanizadas eran lo suficientemente estables como para seguir evaluando prototipos.
Algunos resultados fueron especialmente útiles:
- Reducción del riesgo de mecanizado gracias a una estructura de aleación más uniforme.
- Menos interrupciones durante el desbaste porque el material no presentaba defectos evidentes relacionados con la porosidad.
- Mejor respuesta del prototipo, ya que la pieza podía pasar directamente de la inspección al trabajo CNC.
- Mayor confianza en la elección del material antes de cualquier desarrollo a mayor escala.
El equipo de ingeniería del cliente observó que la pieza fundida se comportaba de forma más predecible que las muestras anteriores que habían probado de proveedores de uso general. Eso sugería que la preparación del material había hecho su trabajo. Para un programa de prototipos, este tipo de coherencia suele ser más valiosa que una larga hoja de especificaciones.
Puntos clave
La fabricación de prototipos médicos depende a menudo de pequeños detalles de los materiales que no parecen espectaculares sobre el papel. En este caso, la distribución de la plata, la solidez interna y la geometría de la fundición afectaron al resultado del mecanizado CNC. Una pieza de aleación fundida que es nominalmente correcta pero internamente irregular puede ralentizar todo un ciclo de desarrollo.
Al suministrar una forma de fundición de aleación maestra de aluminio-plata personalizada con una composición controlada y características de baja porosidad, SAM ayudó al cliente a mantener su trabajo de prototipo en movimiento. Fue un resultado sencillo, pero importante: el material se mecanizó limpiamente, el calendario se cumplió y el equipo de ingeniería pudo seguir evaluando la pieza sin perder tiempo en repeticiones.

 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews


 Convertidores y calculadoras
Convertidores y calculadoras