 Bares
Bares
 Cuentas y esferas
Cuentas y esferas
 Tornillos y tuercas
Tornillos y tuercas
 Crisoles
Crisoles
 Discos
Discos
 Fibras y tejidos
Fibras y tejidos
 Películas
Películas
 Flake
Flake
 Espumas
Espumas
 Lámina
Lámina
 Gránulos
Gránulos
 Panales
Panales
 Tinta
Tinta
 Laminado
Laminado
 Bultos
Bultos
 Mallas
Mallas
 Lámina metalizada
Lámina metalizada
 Placa
Placa
 Polvos
Polvos
 Varilla
Varilla
 Sábanas
Sábanas
 Cristales únicos
Cristales únicos
 Blanco de pulverización catódica
Blanco de pulverización catódica
 Tubos
Tubos
 Arandela
Arandela
 Cables
Cables
 Escribe con nosotros
Escribe con nosotros
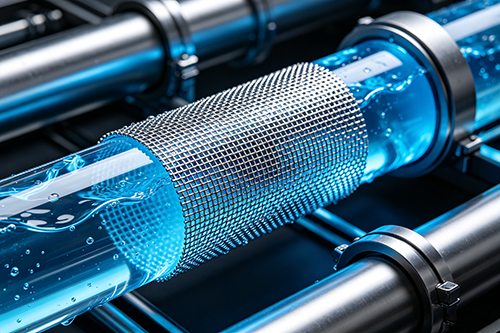
Gestión térmica precisa en refrigeración líquida: Compuestos de aluminio-diamante y cobre-diamante en la refrigeración de compon
Antecedentes del cliente
Una conocida empresa canadiense de electrónica especializada en soluciones de refrigeración líquida directa necesitaba materiales avanzados para superar los límites de la gestión térmica. Sus productos, destinados a la informática de alto rendimiento y la electrónica de potencia, exigían una rápida disipación del calor para mantener la integridad del sistema. A lo largo de años de experiencia y pruebas de campo, el cliente se había forjado una reputación de excelencia en ingeniería, pero se enfrentaba a retos cuando los materiales convencionales no llegaban a cumplir los requisitos de conductividad térmica ultraelevada.
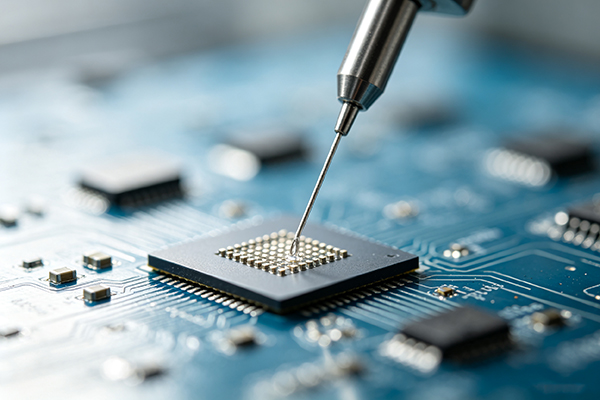
El equipo de desarrollo del cliente había estado trabajando en prototipos en los que incluso pequeñas reducciones del rendimiento térmico provocaban ineficiencias en el sistema. Buscaban un proveedor fiable que pudiera garantizar la fabricación uniforme de secciones finas con un material compuesto que combinara metal con refuerzos de diamante, una combinación esencial para transferir el calor de forma eficaz en condiciones exigentes.
Desafío
El equipo de ingeniería se encontró con varios retos entrelazados durante la fase de diseño y pruebas:
- Compatibilidad de materiales y rendimiento térmico: Sus sistemas de refrigeración requerían materiales con conductividades térmicas del orden de 500-800 W/mK. Lograr estas propiedades en diamantes combinados con metales como el aluminio y el cobre no era trivial. El compuesto tenía que mantener un alto rendimiento sin comprometer la integridad estructural.
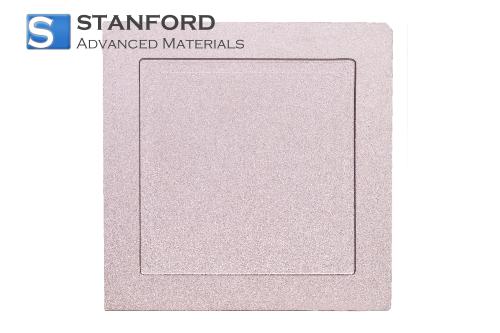
- Fabricación de secciones finas: El cliente necesitaba muestras tan pequeñas como 25x25x1 mm. La producción de secciones tan finas conllevaba la complejidad adicional de garantizar una distribución uniforme de las partículas de diamante por toda la matriz metálica, manteniendo al mismo tiempo un grosor preciso de 1 mm.
- Tolerancia y control de calidad: En las aplicaciones de refrigeración líquida directa, incluso las más pequeñas incoherencias en el material pueden provocar puntos calientes. El equipo de montaje exigió tolerancias muy estrictas, tanto en términos de consistencia dimensional como de unión de materiales. Por ejemplo, era fundamental garantizar una capa uniforme con una variación de grosor inferior a ±0,05 mm en toda la zona de la muestra. Además, había que mantener la pureza del metal base (los metales utilizados tenían una pureza mínima del 99,9%) para evitar una posible degradación con el tiempo.
- Restricciones del mundo real: También había un plazo de entrega exigente y requisitos de compatibilidad con los módulos de refrigeración existentes. Los prototipos del cliente debían evaluarse en pocas semanas, lo que dejaba poco margen para el ensayo y error.
Por qué eligieron a SAM
El fabricante eligió Stanford Advanced Materials (SAM) debido a nuestra experiencia demostrada durante más de 30 años y a nuestra amplia cartera, que abarca más de 10.000 materiales para clientes de todo el mundo. Nuestro historial con materiales compuestos avanzados dio al cliente la confianza de que podríamos cumplir no sólo las especificaciones técnicas sino también las limitaciones de fabricación.
Nuestro enfoque de colaboración fue otro factor clave. Durante las pruebas iniciales, observamos pequeñas discrepancias en la consistencia prevista del material que apuntaban a posibles problemas en la producción a gran escala. Nuestro equipo comunicó estos hallazgos abiertamente y propuso ajustes que ayudaron a alinear las especificaciones del compuesto con los objetivos de rendimiento del cliente.
Además, la capacidad de SAM para suministrar variantes de compuestos de aluminio-diamante y cobre-diamante permitió al cliente comparar y, en última instancia, optimizar el rendimiento en función de sus necesidades específicas de refrigeración. Nuestra red mundial de suministro también garantizó una entrega puntual, un elemento crítico dados los estrictos plazos del proyecto.
Solución aportada
Para hacer frente a estos retos, nuestro equipo de Stanford Advanced Materials (SAM) ideó un proceso en varias etapas:
1. Formulación del material: Empezamos desarrollando los compuestos de aluminio-diamante y cobre-diamante con un cuidadoso equilibrio. La matriz metálica se preparó con un metal base de una pureza del 99,9%, mientras que el contenido de diamante se optimizó para lograr una conductividad térmica sintonizable que oscilara entre 400 y 800 W/mK. Esta formulación era crucial porque mantener la proporción adecuada garantizaba el comportamiento deseado del compuesto incluso en las condiciones físicamente exigentes de las aplicaciones de refrigeración líquida.
2. Fabricación de precisión para secciones finas: Dadas las dimensiones de la muestra de 25x25x1 mm, controlar la fabricabilidad de secciones tan finas exigía una calibración meticulosa del proceso. En nuestras series de producción, introdujimos rigurosos sistemas de medición en línea. Por ejemplo, cada muestra se medía para garantizar una variación de grosor de ±0,05 mm, lo que aseguraba unas características térmicas uniformes en todo el componente. La integración de las partículas de diamante se controlaba para evitar la aglomeración, un factor que podría dificultar el rendimiento térmico.
3. Control de calidad y ajustes del proceso: A lo largo de las series de fabricación, nuestros ingenieros supervisaron parámetros como la densidad del compuesto y la calidad de la unión interfacial entre el diamante y el metal. Durante los primeros lotes, observamos una ligera irregularidad en la conductividad térmica de los bordes de las muestras, que corregimos ajustando la presión de adhesión durante la sinterización. Estos ajustes nos permitieron alcanzar sistemáticamente el rango deseado de 500-800 W/mK. Además, aplicamos un riguroso procedimiento de análisis posterior a la producción que incluía pruebas de conductividad térmica utilizando una fuente de calor controlada y sensores calibrados, lo que garantizaba que todas las muestras cumplían los criterios de alto rendimiento.
4. Respuesta a las limitaciones del mundo real: El proceso de producción se sincronizó con los plazos de entrega exigidos por el cliente. Nuestro equipo de logística se coordinó estrechamente con producción para garantizar que las muestras estuvieran disponibles para las pruebas en el plazo establecido. Los productos finales se empaquetaron con informes de certificación detallados, que incluían mediciones de uniformidad de espesor, conductividad térmica y composición.
Resultados e impacto
La solución personalizada proporcionada por SAM tuvo repercusiones tangibles en la ingeniería. El cliente informó de:
- Rendimiento térmico constante: Los materiales compuestos proporcionaron una conductividad térmica medida consistente dentro del rango de 500-800 W/mK. Este nivel de rendimiento garantizó una transferencia de calor eficaz en los módulos de refrigeración líquida directa.
- Precisión dimensional y de composición: Todas las muestras de 25x25x1 mm mantuvieron la estricta tolerancia de grosor de ±0,05 mm, y la homogeneidad en la estructura metal-diamante se confirmó mediante microscopía electrónica de barrido y mapeo térmico. Esta homogeneidad redujo el riesgo de sobrecalentamiento localizado en los productos finales.
- Integración mejorada en los módulos de refrigeración: Durante el montaje del prototipo, los sistemas de refrigeración mostraron gradientes de temperatura más suaves. Nuestros controles de calidad en tiempo real y los ajustes del proceso permitieron a los equipos de ingeniería integrar estos compuestos sin modificaciones adicionales en su diseño. Fue necesario realizar pequeños ajustes durante las pruebas iniciales, pero se resolvieron rápidamente gracias a los detallados registros del proceso y al rápido mecanismo de retroalimentación establecido con el equipo técnico de SAM.
- Entrega puntual: A pesar de las dificultades inherentes a la producción de láminas tan finas de material compuesto, las muestras se entregaron en el plazo previsto, manteniendo el proyecto del cliente en marcha.
Puntos clave
Este caso práctico subraya la importancia de la precisión y la supervisión detallada de la ingeniería en el desarrollo de materiales avanzados para aplicaciones de refrigeración de componentes electrónicos. Al centrarnos en las rigurosas especificaciones de conductividad térmica, pureza y tolerancias dimensionales, demostramos que incluso los requisitos más complejos de los materiales podían cumplirse mediante una formulación y un control del proceso cuidadosos.
Durante nuestro trabajo, pequeñas observaciones durante las pruebas iniciales dieron lugar a ajustes que supusieron una diferencia significativa en el rendimiento. Nuestra capacidad para suministrar compuestos de aluminio-diamante y cobre-diamante con propiedades ajustables proporcionó al cliente valiosas opciones, garantizando el funcionamiento fiable de sus sistemas de refrigeración. En el ámbito de la refrigeración electrónica, donde cada grado cuenta, el esfuerzo concertado del experimentado equipo de SAM ayudó a superar los retos de diseño con soluciones fabricables.
Este caso pone de manifiesto que el éxito en las aplicaciones de alta demanda depende de una ingeniería de materiales meticulosa, un control de calidad proactivo y la flexibilidad para satisfacer las limitaciones específicas del cliente.

 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews


 Convertidores y calculadoras
Convertidores y calculadoras